直线电机与滚珠丝杠性能大PK
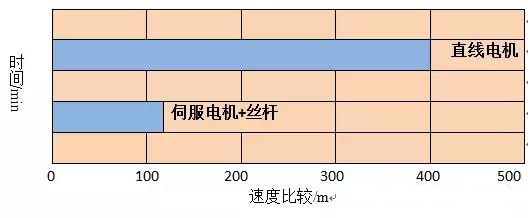
1、速度比较
速度方面直线电机具有相当大的优势,直线电机速度达到300m/min,加速度达到10g;滚珠丝杠速度为120m/min,加速度为1.5g。从速度上和加速度的对比上,直线电机具有相当大的优势,而且直线电机在成功解决发热问题后速度还会进一步提高,而“旋转伺服电机+滚珠丝杠”在速度上却受到限制很难再提高较多。
从动态响应上因为运动惯量和间隙以及机构复杂性等问题直线电机也占有绝对的优势。 速度控制上直线电机因其响应快,调速范围更宽,可以实现启动瞬间达到最高转速,高速运行时又能迅速停止。调速范围可达到1:10000。
2、精度比较
精度方面直线电机因传动机构简单减少了插补滞后的问题,定位精度、重现精度、绝对精度,通过位置检测反馈控制都会较“旋转伺服电机+滚珠丝杠”高,且容易实现。 直线电机定位精度可达0.1μm。“旋转伺服电机+滚珠丝杠”最高达到2~5μm,且要求CNC-伺服电机-无隙连轴器-止推轴承-冷却系统-高精度滚动导轨-螺母座-工作台闭环整个系统的传动部分要轻量化,光栅精度要高。 若想达到较高平稳性,“旋转伺服电机+滚珠丝杠”要采取双轴驱动,直线电机是高发热部件,需采取强冷措施,要达到相同目的,直线电机则要付出更大的代价。
3、价格比较
价格方面直线电机的价格要高,这也是限制直线电机被更广泛应用的原因。
直线电机驱动在以下数控装备领域具有得天独厚的优势:
(1)高速、超高速、高加速度和生产批量大、要求定位的运动多、速度大小和方向频繁变化的场合。例如汽车产业和IT产业的生产线,精密、复杂模具的制造。
(2)大型、超长行程高速加工中心,航空航天制造业中轻合金、薄壁、金属去除率大的整体构件“镂空”加工。例如美国CINCI ATI公司的“Hyper Mach”加工中心(46m);日本MAZAK公司的“HYPERSONIC 1400L超高速加工中心。
(3) 要求高动态特性、低速和高速时的随动性、高灵敏的动态精密定位。例如,以Sodick为代表的新一代高性能CNC电加工机床、CNC超精密机床、新一代CPC曲轴磨床、凸轮磨床、CNC非圆车床等。 (4)轻载、快速特种CNC装备。例如德国DMG的“DML80 Fine Cutting”激光雕刻、打孔机,比利时LVD公司的“AXEL3015S”激光切割机,MAZAK的“Hyper Cear510”高速激光加工机等。
直线电机和滚珠丝杆的性能对比
定位精度
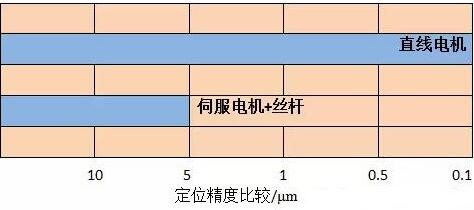
直线电机传动机构简单,减少了插补之后的问题,定位精度、重现精度、绝对精度,通过位置检测反馈控制都会较“旋转伺服电机+滚珠丝杠”高,且容易实现。
重复精度对比

丝杆的间隙容易对精度产生影响,而直线电机因传动机构简单,减少了插补滞后的问题,因此更容易实现较高的重复定位精度。
速度比较
一般伺服旋转电机由于离心力的作用,高速运作时,将受到较大应力,因此转速和输出功率受到限制。相对而言,直线电机不受限制外,也没有机械损耗,从而提高传动速度。
行程对比
从行程来看,直线电机的行程取决于定子与动子,理论俩说直线电机可以无限延长;而伺服电机+丝杆由于承受负载、丝杆外径、精度等级等因素的影响,通常只能达到4m的长度。
维护简单
直线电机部件少,运动无机械接触,很少甚至无需维护。伺服电机丝杆传动结构多,部件多,需经常维护或更换配件。
寿命对比
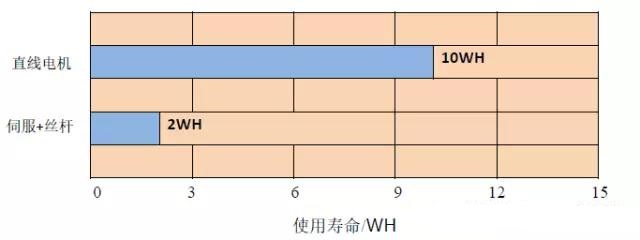
直线电机
直线电机因运动部件和固定部件紧无直接的接触,不会因动子的高速运动而磨损,即使长时间运用对运动定位精度无变化,股寿命更长。
伺服电机+丝杆
滚珠丝杆因高速运动造成传动部件的磨损,无法再高速往复运动中确保精度,从而影响运动精度。